想要一睹铜止水仿钢纤维质检合格发货产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:铜止水仿钢纤维质检合格发货的图文介绍


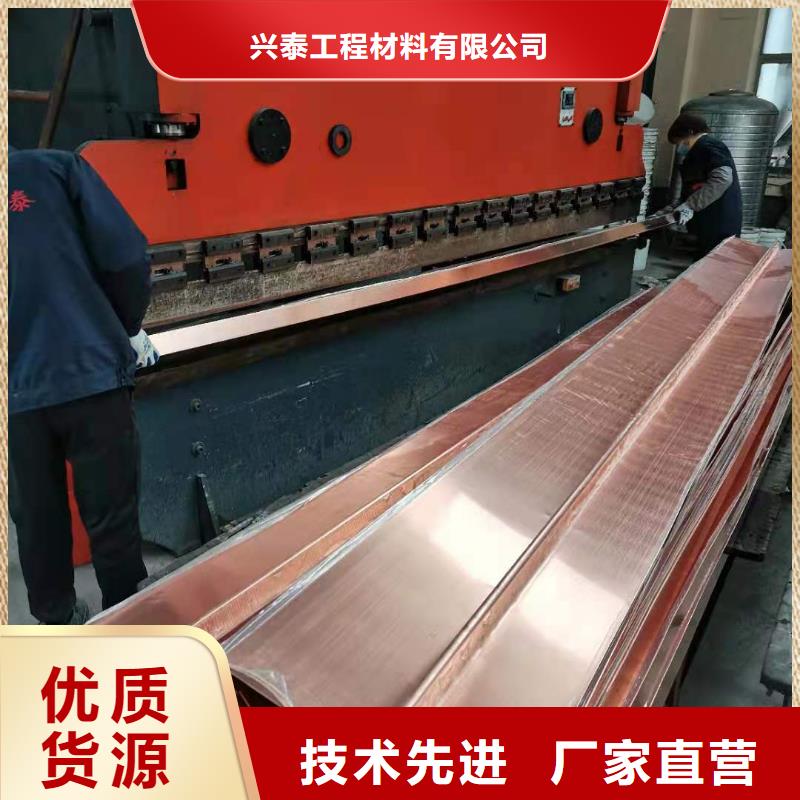
铜止水片(是由紫铜或纯铜生产加工而成),湖北十堰铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现安全事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。



兴泰工程材料有限公司始终秉承“用户就是上帝”和“满足 网状塑料透水盲管用户的需求就是我们的追求”的经营理念;切实以“精益求精”作为我们科技创新、持续发展的潜在动力,“您选 网状塑料透水盲管产品就是选客户”是贵我两司业已达成的共识,我们诚恳期待并相信能与所有客户和同仁实现互利共赢,共创美好未来。



铜止水带的质量控制 (1)铜止水片(带)的定位装置,必须经监理人检查认可后,方可进行混凝土浇筑。 (2) 铜片止水接头焊接质量须进行检查,监理人认为必要时,须进行渗油检验,合格后应将其油污清洗干净。 (3) 模板架立应牢固,止水片两侧模板须采用“Q”形支撑或其它支撑结构,以避免因模板变形而导致错台和漏浆。 湖北十堰铜止水 (4) 止水铜片处宜采用整块特制专用模板,以保证止水片定位 牢固和接缝处不漏浆。 (5) 浇筑过程中避免大骨料在止水片(带)部位聚集,并仔细 振捣,保证止水片(带)结合处混凝土密实。 (6) 合理安排浇筑和振捣程序,注意避免在止水片(带)处泌水集中。 (7) 在混凝土浇筑过程中,承包人应安排专人巡视、管理。监 理人应加强对止水部位的检查,如发现跑偏,应指令承包人及时纠正。 (8) 注意铜止水片(带)下部混凝土的回填密实,合理采用斜插



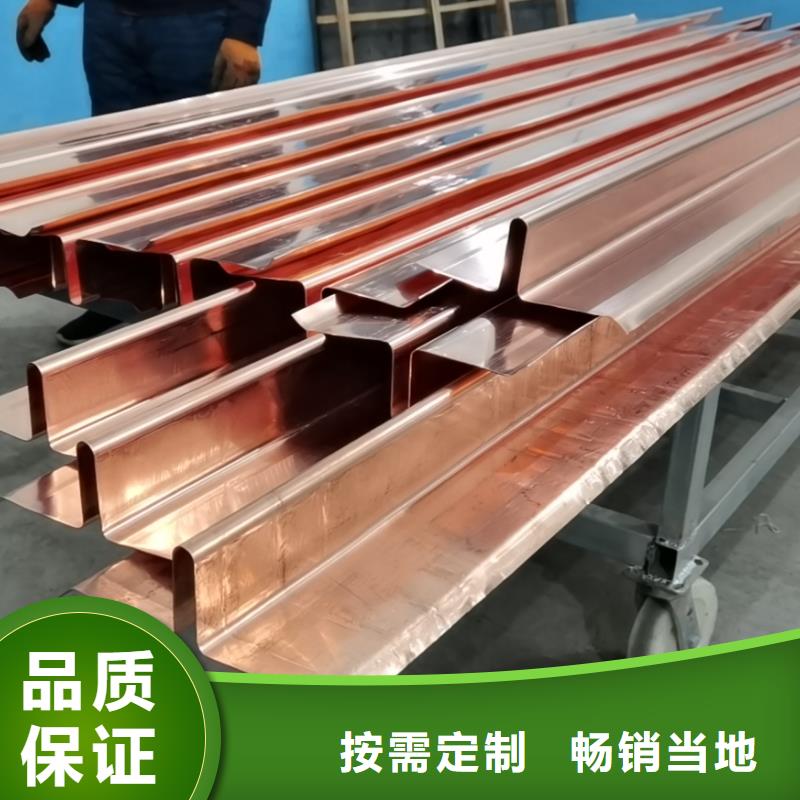
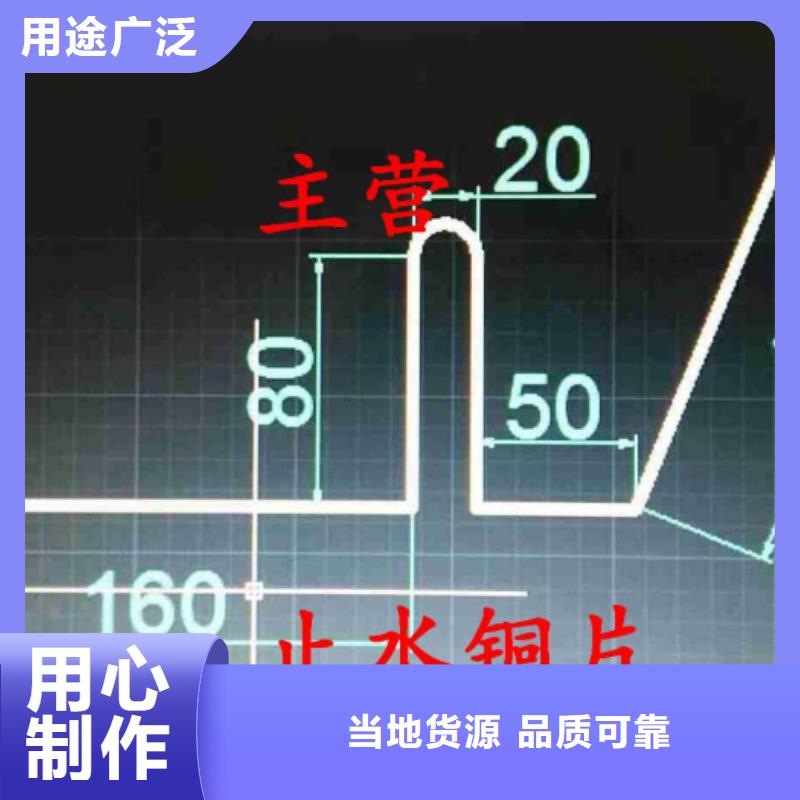
紫铜止水带作为一种基本的止水结构,湖北十堰铜止水被广泛应用于国内外大、中型水利工程水利项目中,紫铜是含铜量不低于99.5%工业纯铜,应表面呈现紫色而出名。根据其含铜量不同,其牌号分为T1/T2/T3/T4。 其优点是柔韧性好、抗扰渗能力强、抗腐蚀能力强。 其缺点是紫铜止水带接头需要现场焊接,对焊接质量要求高,并且施工造价较高。 紫铜止水带注意事项 一、紫铜止水带不应该放置在温度很高的地方或者阳光直射的地方,同理也不可以放在潮湿处,酸碱性、易燃易爆物更是要远离。 二、在运输施工中,防止机械、钢筋损伤紫铜止水片带。 三、施工过程中,紫铜止水片带必须可靠牢固,避免在浇筑混凝土时发生转移,保证紫铜止水带在混凝土中的正确位置。 四、固定紫铜止水片带的方法有:利用附加钢筋固定、专用卡具固定、铅丝和模板固定,如需穿孔时,只能选在紫铜止水片带的边缘安装区,不得损伤其他部位。 五、如需大量采购,需要提前选择好款型,确定要使用的尺寸,异型结构有详细的图纸。出厂时尽量确保紫铜止水片带可以连接一体。





 扫一扫
扫一扫